高 温 无 铅 锡 膏 产 品 说 明 书
型号:ZY-604 合金:Sn99Ag0.3Cu0.7
理 化 性 能 及 技 术 指 标
|
序号 |
项目 |
技术指标 |
检测标准 |
|
1 |
合金成份 |
Sn99±0.5wt%
Ag0.3±0.05wt%
Cu0.7±0.05wt% |
ANSI/J-STD-006 |
|
2 |
合金粉末形状 |
球形(≥90%的颗粒呈球形) |
ANSI/J-STD-005 |
|
3 |
合金粉末直径 |
25-45μm |
ANSI/J-STD-005 |
|
4 |
焊剂含量 |
11±0.5% |
ANSI/J-STD-005 |
|
5 |
粘度 |
160-220Pa.s
(Ma1comPCU-205,25±0.1℃,10rpm) |
ANSI/J-STD-005 |
|
6 |
锡珠 |
不应出现≥75μm的锡珠 |
ANSI/J-STD-005 |
|
7 |
润湿性 |
焊料应扩展至锡膏覆盖范围以外,且无非润湿和反润现象 |
ANSI/J-STD-005 |
|
8 |
搞坍塌性 |
25℃,1小时,所有焊盘间不出现桥连。180℃,30分钟,≥0.2mm焊盘间不出现桥连 |
ANSI/J-STD-005 |
|
9 |
卤素含量 |
≤0.10wt%(以CL计) |
ANSI/J-STD-004
JIS-Z-3197-86 |
|
10 |
铜境腐蚀 |
无任何穿透腐蚀 |
ANSI/J-STD-004
JIS-Z-3197-86 |
|
11 |
表面绝缘电阻 |
≥1×10⒓欧姆
≥1×109欧姆 |
JIS-Z-3197-86
ANSI/J-STD-004 |
回流曲线图及工艺参数
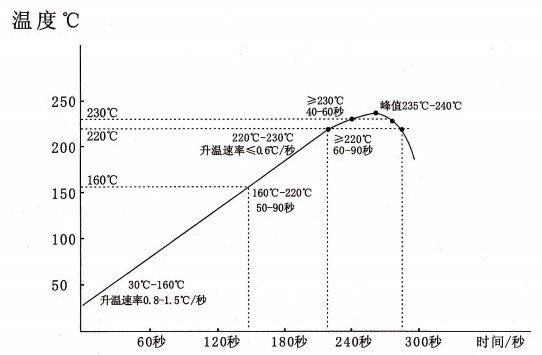
工艺参数及要求:
1、 推荐使用线性回流曲线,不建议使用非线性回流曲线。
2、 预热段:从室温30℃升温至160℃,升温速率控制在0.8-1.5℃/秒之间,尤其是从30℃至100℃,升温速率最好控制在0.8-1.0℃/秒之间。
3、 恒温段:从160℃至220℃(熔点),时间要控制在50-90秒之间,尤其不要超过100秒,否则会影响可焊性,可能会导致出现焊接不良(如虚焊等)的增多,或者可能会出现焊剂过多地堆积在焊点表面而造成焊点暗淡无光泽。
4、 回流段:≥220℃以上的焊接时间控制在60-90秒,最好不应少于60秒,其中≥230℃的时间应不少于40-60秒,而且峰值温度应不低于235-240℃,否则,会因熔融时间过短或温度过低而导致焊接不良或上锡不饱满。此外,从220℃至230℃,升温速率应控制在≤0.6℃/秒-0.8℃/秒之间。
物 质 安 全 资 料 表
MATERIAL SAFETY DATA SHEET
制造商资料
制造厂商名称:深圳市中煜云锡科技有限公司 电话:0755-29558611
制造厂商地址:深圳市宝安区西乡街道黄麻布工业街33号 传真:0755-61673787
化学制品名称:无铅焊锡膏
化学制品型号:ZY-604 助焊剂类型:RMA
1、 材料成份和含量
|
序号 |
中文名称 |
最高含量(%) |
吸入容许深度 |
备注 |
|
01 |
锡 |
90 |
2 |
|
|
02 |
银 |
0.3 |
|
|
|
03 |
铜 |
0.7 |
|
|
|
04 |
有机酸 |
0.4 |
|
|
|
05 |
卤化物 |
0.01 |
|
|
|
06 |
触变剂 |
0.2-0.8 |
|
|
|
07 |
醇醚类溶剂 |
3 |
|
|
|
08 |
表面活性剂 |
0.2-0.4 |
|
|
|
09 |
改性松香树脂 |
5 |
|
|
2、 物理化学特性
|
物理状态 |
膏状 |
气味 |
极少刺激性 |
|
PH值 |
|
比重(20℃) |
7.4 |
|
沸点(℃) |
|
熔点 |
217-227℃ |
|
水溶解度 |
|
蒸气密度(AIR-1) |
|
|
颜色 |
金属灰色 |
挥发度 |
<20%/V |
3、 灾害处理资料
4、 闪火点(℃) 自然点 ( ℃ ) __________________________
爆炸上限(UEL) __________________ 爆炸下限(UEL)___________________
灭火材料 干粉、 泡沫、 不可用水 特殊灭火程式
4、健康急救措施
|
进入人体的方法和途径 |
1.呼吸吸入;2.皮肤接触;3吞入 |
|
感染之预兆和症状 |
呼吸不适或偶有头晕,部分可能红痒 |
|
急性健康危害后果 |
过量吸入会引起头晕、恶心和心律不整或引起哮喘 |
|
慢性健康危害后果 |
尚无正式医学报告 |
5、 紧急处理急救措施
1、 皮肤接触时,可用清水少肥皂清洗
2、 不慎触及眼睛,可用清水冲洗15分钟并送医院处理
3、 吞食时,可喝1-2杯清水或稀牛奶,并诱发呕吐和送医。
6、 化学反应特性
安定性 安定
应避免之状况 避免阳光 直射或高热,避免接触水汽、酸碱。
有害之聚合物 无。
分解燃烧 超过140℃有毒性
不相容物 避免与水汽、酸碱或氧化性东西接触。
7、 暴露预防措施
|
个人防护设备 |
眼睛:最好带上安全眼镜 |
|
手套:操作员需戴上不渗透的手套 |
|
其他:穿上工作服 |
|
通风设备注意事项 |
工作环境保持通风 |
|
操作与储存注意事项 |
定期进行健康检查,工作服需要单独清洗,受污染衣服处理后废弃。 |
|
不用时密封放於冰箱里 |
|
个人卫生注意事项 |
穿戴作业眼镜 |
|
勿用手接触 |
|
作业后马上洗手 |
8、 泄漏及废弃处理
|
泄漏之紧急应变 |
用酒精或异丙醇擦洗 |
|
废弃处理 |
应按当地的规定处理 | |





 无铅焊锡丝
无铅焊锡丝
 无铅高温焊锡膏(Sn99Ag0.3Cu0.7)
无铅高温焊锡膏(Sn99Ag0.3Cu0.7)

